Computer-based machine vision systems perform automated product inspection and material analysis using cameras and image processing software. A crucial component of industrial automation is machine vision systems, which are used for material handling, process monitoring, and quality control.
No Human Interference
Comparing machine vision technologies to conventional inspection techniques reveals many advantages. They can run without human assistance around-the-clock and are quick, accurate, and dependable. These technologies may also carry out intricate inspections that are beyond the scope of human inspectors, such locating minute flaws or taking exact measurements of a product.
How it Works?
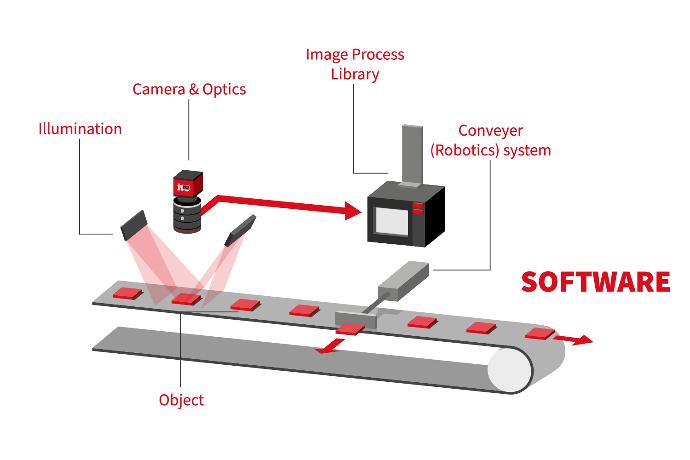
A camera or cameras, image processing software, and hardware, including lighting and lenses, make up machine vision systems. The image processing software examines the images taken by the cameras of the materials or goods that need to be inspected in order to find flaws, measure dimensions, or carry out other operations. To achieve the highest image quality possible, the hardware elements are used to optimize the illumination and change the camera settings.
Meeting Quality Standards
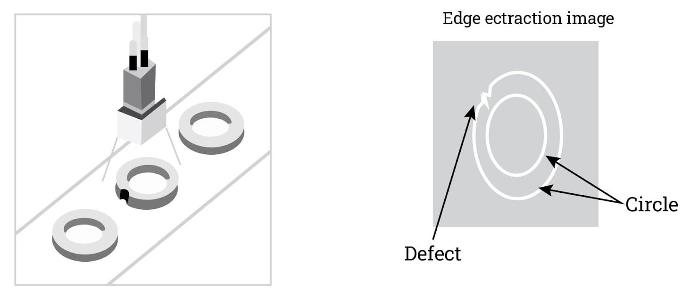
Many different industries, including manufacturing, pharmaceuticals, food & beverage, and packaging, can benefit from the use of machine vision systems. Machine vision systems are employed in the industrial sector to check items for flaws or confirm that they adhere to predetermined quality standards. Machine vision systems, for instance, can be used to check printed circuit boards to make sure that all components are positioned and soldered properly.

Machine vision systems are used in the pharmaceutical business to inspect vials, syringes, and other medical devices to make sure they are free of flaws or impurities. Machine vision systems can be used to sort goods by color or size or to check for flaws in fruits and vegetables in the food and beverage sector.
Machine vision systems have many benefits, including increased productivity, lower labor costs, and better product quality. The industrial automation sector has undergone a revolution because to machine vision systems, which offer a level of accuracy and dependability that was previously unattainable. We may anticipate seeing ever more sophisticated machine vision systems as technology advances, which will further streamline industrial processes and spur growth across a range of industries.
For more information and inquiries on Machine Vision Systems provided by High Systems Electromechanics, please visit:
IIoT Automation Application | HSE Dubai